К одной из самых впечатляющих технологий информационно-коммуникационной индустрии относятся волоконно-оптические линии связи — ВОЛС. Они осуществляют передачу данных с помощью световых сигналов по оптическим волокнам. Эта технология превзошла все ожидания, обеспечивая высокую пропускную способность и скорость передачи информации по сравнению с традиционными медными проводами.
Устройство, которое позволяет соединять и передавать видимые сигналы между различными компонентами ВОЛС, такими как серверы, роутеры, коммутаторы, и другие называется оптический коммутатор или кросс. Он играет важную роль в передаче данных, особенно в ситуациях, когда требуется большая пропускная способность и минимальная задержка.
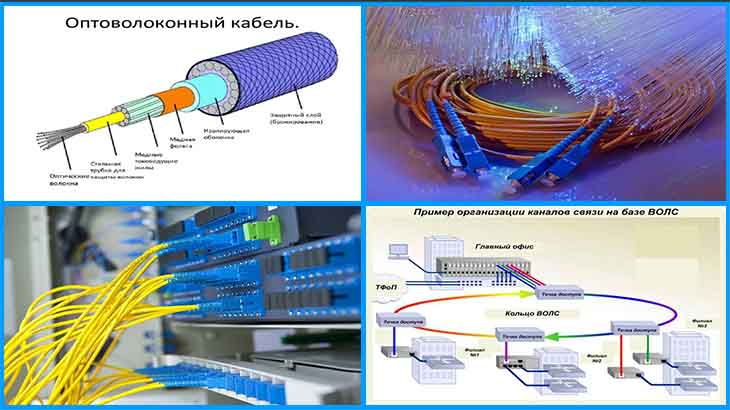
Основная идея волоконно-оптических линий связи заключается в передаче информации с использованием света. В качестве основного элемента используются тонкие стеклянные или пластиковые волокна, способные пропускать световые сигналы по всей их длине. Эти волокна покрыты специальным защитным слоем для предотвращения потери света и повреждений.
Оптоволоконные кабели могут передавать огромное количество информации на большие расстояния, без потери качества или скорости передачи. Важно отметить, что скорость передачи данных в ВОЛС измеряется в гигабитах в секунду (Гб/с), а в некоторых случаях даже в терабитах в секунду (Тб/с). Поэтому, имея такую высокую пропускную способность, волоконно-оптические линии связи стали незаменимыми в современном мире, где информация играет огромную роль.

Содержание
- Виды оптоволокна
- Волоконно-оптические линии связи — преимущества оптоволокна
- Недостатки оптоволокна
- Волоконно-оптические линии связи — сварка оптоволокна
- Технология сварки оптического волокна
- Волоконно-оптические линии связи — оптический коммутатор
- Монтаж оптического кросса
- Разделка оптического кабеля
- Операции с оптическими волокнами
- Заключение
Виды оптоволокна
В современном мире связь играет огромную роль в нашей жизни. Интернет стал одним из важнейших средств коммуникации, и мы все сталкиваемся с необходимостью иметь стабильное и быстрое подключение к сети. Волоконно-оптические линии связи стали невероятно популярными и незаменимыми в обеспечении качественной телекоммуникации.
ВОЛС способны передавать огромные объемы информации со скоростью света. Это делает их идеальным выбором для использования в масштабных сетях, таких как глобальный интернет. В современных коммуникационных системах используются разные виды оптоволокна, которые отличаются разными характеристиками и стоимостью.
1. Многомодовое оптоволокно (Multimode Fiber, MMF):
Многорежимное оптоволокно предназначено для передачи световых импульсов по нескольким путям. В результате различной длины волн, сигналы могут испытывать дисперсию и искажения. Однако, они обладают большей пропускной способностью и цена на данное оптоволокно ниже, что делает его популярным для коротких расстояний и локальных сетей.
2. Одномодовое оптоволокно (Single-Mode Fiber, SMF):
Это оптоволокно позволяет передавать свет, но только по одному пути. Оно обладает меньшей дисперсией и искажениями сигнала, что позволяет достичь высокой скорости передачи данных на большие расстояния. Одномодовое оптоволокно широко используется в длинно-дальней телекоммуникации, трансмиссиях данных и других высокоскоростных приложениях.
3. Полимерное оптоволокно (Plastic Optical Fiber, POF):
Полимерное оптоволокно изготавливается из пластиковых материалов, таких как полиметилметакрилат (PMMA). Оно более гибкое и дешевое по сравнению с традиционным стеклянным оптоволокном. В основном применяется для коротких расстояний, например, в автомобильных приложениях, домашних сетях, освещении и медицинской технике.
4. Волоконно-оптические композиты (Fiber Optic Composite, FOC):
Волоконно-оптические композиты сочетают в себе световодное и металлическое волокна. Это особенно полезно в ситуациях, когда требуется передача высоких энергетических потоков, таких как военные или промышленные приложения, где стеклянное оптоволокно может быть слишком хрупким.
Кроме основных наиболее популярных типов оптоволокна, существует еще много других его видов и вариаций, которые поддерживают различные потребности и требования различных индустрий. Благодаря разнообразию видов оптоволокна, мы можем выбрать наиболее подходящий вариант для использования в наших проектах.
Волоконно-оптические линии связи — преимущества оптоволокна
Технология ВОЛС передачи данных стала все более популярной и широко используется в нашей жизни. Оптоволокно — это специальный тип проводника, состоящий из нитей стекла или пластика, способный передавать световые сигналы на большие расстояния.
Вот некоторые преимущества оптоволокна.
- Высокая пропускная способность.
Оптоволокно имеет очень широкую полосу пропускания, что позволяет передавать огромный объем данных. Скорость передачи может достигать нескольких терабит в секунду, что делает его идеальным выбором для тех, кто нуждается в быстрой высокоскоростной связи. Низкий уровень помех и энергопотребление позволяю для передачи сигналов использовать разнообразные способы модуляции.
2. Большая дальность передачи.
Волоконно-оптические линии связи позволяют передавать информацию на огромные расстояния без потерь качества сигнала. Волоконные кабели могут простирается на сотни и даже тысячи километров, что делает их особенно полезными для связи между городами и странами. Незначительное ослабление световых волн позволяет объединять участки ВОЛС на больших расстояниях (до 100 км) без задействования вспомогательного оборудования в виде усилителей или ретрансляторов.
3. Высокая степень надежности.
Волоконные кабели защищены от электромагнитных помех и внешних воздействий, таких как влага, дождь, температурные колебания или электростатические разряды. Это делает их более надежными по сравнению с медными кабелями, которые часто отказывают в условиях неблагоприятной погоды.
Они гораздо тоньше и легче, что делает их более удобными в установке и эксплуатации и использовании в подземных сооружениях, в нефтехимическом и газовом производстве, где недопустимо искрообразование. Период эксплуатации ВОЛС длится более четверти века до возникновения в структуре кварцевого стекла необратимых изменений, увеличивающих потери полезного сигнала.
4. Защищенность информации.
Отсутствие электромагнитных излучений в диапазоне радиоволн защищает ВОЛС от перехвата данных и несанкционированного доступа. От них невозможно сделать отвод без специального оборудования, что важно для конфиденциальной информации. Поэтому оптоволокно востребовано в системах телекоммуникаций научных центров, правоохранительных органов, банков и других структурах, где осуществляется обмен такими данными.
Недостатки оптоволокна
Однако, несмотря на все преимущества волоконно-оптических линий связи, они также имеют и некоторые ограничения. Поэтому недостатки оптоволокна оказывают свое воздействие, о которых надо помнить.
- Большие финансовые затраты.
Волоконные кабели и необходимое оборудование значительно дороже, чем традиционные медные кабели. Установка и обслуживание оптоволоконной инфраструктуры также требуют значительных финансовых издержек. Это может сделать оптоволокно менее доступным для малых и средних предприятий.
Однако стоимость ВОЛС в 2 раза дешевле медного кабеля, а объем усилительного оборудования на магистральных линиях и создание под него соответствующих пунктов обслуживания сокращается в несколько раз.
2. Сложность установки.
Установка оптоволоконных кабелей требует специализированных знаний и опыта. Коаксиальные или медные кабели более просты в монтаже и обслуживании. Это делает оптоволокно менее привлекательным для потребителей, которые предпочитают установку с нуля.
3. Чувствительность к повреждениям.
Оптоволоконные кабели более чувствительны к физическим повреждениям, таким как перегибы или разрывы, чем медные кабели. Для восстановления необходимо специализированное оборудования и соответствующие знания, которое может занять продолжительное время и привести к простаиванию линий.
Итак, в силу ряда причин, волоконно-оптические линии связи используются главным образом на магистральных направлениях, но реже во внутренней структурированной кабельной сети (СКС), хотя они обеспечивают высокоскоростной доступ к Интернету, отменное качество телефонной связи и телевизионного приема.
Необходимость в дополнительном оборудовании для преобразования электрических и видимых сигналов ограничивает применение ВОЛС в СКС, что, наравне с высокой стоимостью строительства, следует отнести к главному недостатку оптоволокна. Однако этот недостаток скрадывается на фоне высокой пропускной способности, а также существенных преимуществ оптоволокна.
Волоконно-оптические линии связи — сварка оптоволокна
Сегодня все больше и больше кабелей связи основаны на технологии ВОЛС. Волоконно-оптические линии связи позволяют передавать огромное количество информации по всему миру с потрясающей скоростью. Благодаря им закачивание и скачивание больших объемов данных, потоковое видео, игры онлайн. Поэтому важное значение придается эксплуатации и обслуживанию оптоволоконного оборудования.
В строительстве ВОЛС наиболее ответственным моментом считается сварка оптоволокна. От ее качества зависит успешная работа системы в целом. Сердцем монтажа оптокросса является также его сварка, поэтому ей отводится одна из ведущих ролей, а порядок выполнения этой операции не сложный. Сварка опто волокна относится к востребованной и одной из наиболее ответственных операций. Этот процесс основан на расплавлении концов световодов под действием электрической дуги с последующим их соединением. Такая технологическая операция выполняется с помощью специального сварочного аппарата, например, Fujikura FSM-60S.
Тогда как грамотно выбрать аппарат для сварки оптоволокна?

В современных сварочных аппаратах расположение волокон, температура плавления и длительность дуги регулируется автоматически без участия человека. Контроль точности совмещения соединяемых торцов световодов производится встроенными электронными средствами путем прогона соответствующих тестов или посредством телеметрии оптоволокон. В более простых сварочных аппаратах эта операция выполняется с помощью визуальных микроскопов.
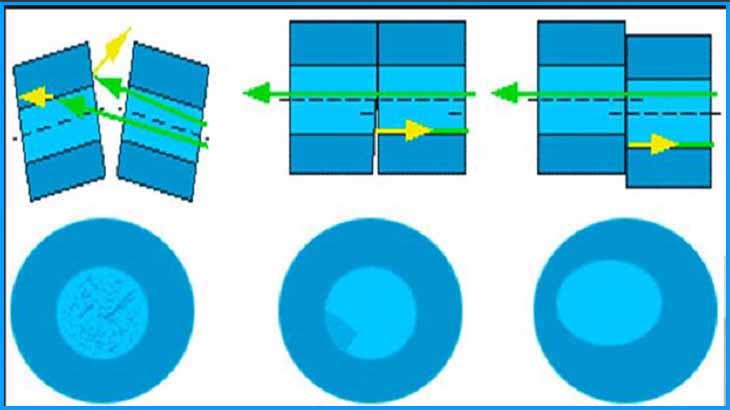
К торцевым поверхностям соединяемых световодов предъявляются повышенные требования, чтобы снизить величину затухания светового сигнала. Их перпендикулярность оси оптоволокна достигается использованием специальных инструментов, главным из которых является прецезионный скалыватель, например, Fujikura CT-30A.
Завершается процедура сварки оптоволокна защитой соединения специальными термоусадочными гильзами, которые заранее надеваются на один из световодов. После соприкосновения с высокой температурой гильза плотно облегает место стыка с приданием ему дополнительной механической прочности. Затухания сигнала, вносимые в оптоволоконную линию, не должны превышать 0,1 дБ.
Технология сварки оптоволокна
Строительство ВОЛС и ремонт не обходится без их наращивания посредством соединений. Оптический коммутатор (кросс), распределительные коробки, окончания волоконных кабелей и другое оборудование содержат множество стыков оптоволокон, подготовка которых не обходится без монтажных работ.
С этой целью используются различные технологии стыковки оптоволокон, но наиболее приемлемой и популярно является их сварка с помощью специального оборудования.
Технология сварки оптоволокна самая сложная и трудоемкая операция, когда монтируются волоконно-оптические линии связи. От качества стыков оптоволокон зависит длительность безукоризненной эксплуатации линий связи. Эта технология при наличии специального оборудования не является «заложником» одного-двух человек и легко осваивается персоналом.
Порядок процесса сварки оптоволокна следующий:
- Разделка оптоволоконных кабелей — включает снятие защитной оболочки, по окружности которой осуществляется надрез стриппером, и очистку оптоволокон от гидрофобной изоляции.
- На оптоволоконные жилы световодов одного из кабелей надеваются специальные гильзы, называемые КДЗС (комплект для защиты стыка), включающий две термоусадочные трубки и усиливающий стержень.
- С обнаженных концов оптоволокон кабелей снимается цветной лак, защитное покрытие и они обрабатываются специальной салфеткой без ворса, смоченной в спирте.
- Зачищенный световод скалывается специальным прецезионным устройством, при допустимом отклонении плоскости сечения от центральной линии волокна по вертикали не более 1,5 градусов.
- Подлежащие сварке оптоволокна укладываются в V-образные углубления (зажимы) сварочного аппарата.
- В современных аппаратах совмещение оптоволокон производится автоматически или, в противном случае, юстировка осуществляется вручную с помощью манипуляторов под микроскопом.
- После запуска аппарата концы световодов разогреваются электрической дугой до требуемой температуры и их торцы совмещаются с микроскопическим промежутком посредством микродоводки одного из держателей волокон.
- Тут же аппаратом автоматически производится проверка механической прочности стыка, контролируется его тепловое отображение и вносимое им затухание. Если какой-либо из параметров отклоняется от нормы, то операция повторяется и стык корректируется.
- Гильза КДЗС смещается в зону сваренного стыка и нагревается до 90-150 градусов в течение одной минуты в термокамере, встроенной в аппарат.
- После охлаждения для дополнительной защиты гильзы со сваренными световодами размещаются в сплайс-пластинах оптической муфты или кросса.
Устройства коммутации относятся к пассивному оборудованию, и оптокросс не является исключением. Он предназначен для соединения многожильных световодных кабелей со специальными соединителями (коннекторами), оборудованными одним оптоволокном, которые называются пигтейлами.
Ассортимент оптокроссов достаточно велик, но к основным типам относятся обычные настенные кроссы (КОН), которые в комплекте имеют пластины и сплайс-кассеты, адаптеры, пигтейлы, гильзы КДЗС и другие соединительные компоненты. Монтаж такого кросса обычно осуществляется на этапе строительства ВОЛС.
Волоконно-оптические линии связи — оптический коммутатор
Коммутационный элемент кросс или оптический коммутатор представляет простую конструкцию, поэтому с первого взгляда его монтаж может показаться несложным занятием. Однако неаккуратная сварка оптоволокон и монтаж вызывают далеко идущие последствия. Несмотря на то, что оптокоммутатор пассивный элемент, он наиболее важная составная часть распределительной сети.
LANart — купить оптический кросс и принадлежности к нему

Преобразование электрического сигнала в визуальный вид осуществляется специальными сетевыми устройствами (медиаконвертерами), наравне с которыми оптический коммутатор играет ведущая роль. Только он в состоянии обеспечить гибкое распределение сигналов световых волн, но сварка оптокросс не простая процедура, как может показаться с первого взгляда.
Оптический коммутатор обладает отличной масштабируемостью. Благодаря возможности объединения нескольких коммутаторов в одну систему, его можно расширять в соответствии с потребностями и увеличивать пропускную способность без замены всей инфраструктуры.
Порядок монтажа оптокросса существенно отличается от установки традиционного коммутационного оборудования, так как во главе угла присутствует сварка оптоволокна. Создание путей для инфракрасного излучения требует иного подхода, нежели для электрического сигнала
Причин, приводящих к затуханию сигнала выше нормы или полного его отсутствия, много, и их обнаружение занимает продолжительное время. Отсюда очевидно, что при сварке и монтаже оптокросса потребуется неукоснительное соблюдение предъявляемых требований. Надо приложить немало усилий и проявить особое внимание, чтобы исключить возможные ошибки.
Монтаж оптического кросса
Монтаж оптического кросса определяется как общими операциями, так и присущими ему некоторыми особенностями, которые приводятся в поставляемой с ним документации. Оптический коммутатор для магистральной части телекоммуникационной системы, как правило, поставляется в стоечном варианте (КОС 19”). Применительно к этому варианту порядок его сварки и монтажа заключается в следующем:
- Освобождение от упаковки. При ее снятии важно не повредить оборудование используемыми принадлежностями и инструментом. В соответствии с упаковочной ведомостью убедиться в наличии всех составных частей.
- Для разделки и ввода кабеля оптокросс размещается на столе, проверяется надежное и жесткое крепление кронштейнов по его боковым сторонам.
- К наиболее ответственной операции относится разделка оптоволоконного кабеля и операции с оптоволокнами.
Разделка оптоволоконного кабеля
Непосредственно разделка кабеля включает:
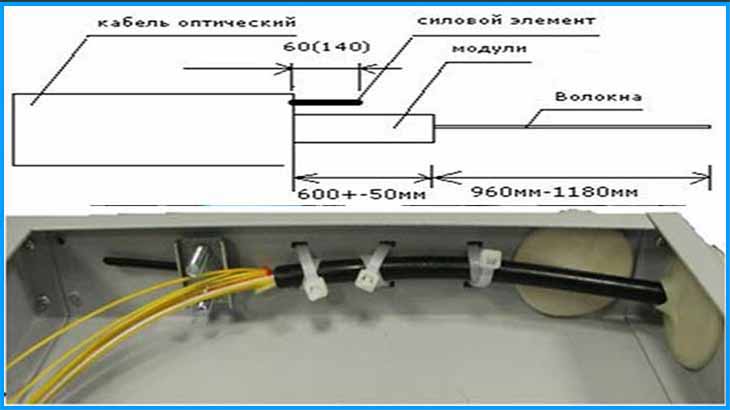
- надрезание защитного покрытия кабеля на участке длиной 1000-1200 мм и его снятие;
- обрезание силового элемента на 50-60 мм и удаление с него изоляции на отрезке около 30-40 мм;
- ввод в кросс через монтажные отверстия оптоволоконного кабеля;
- закрепление внутри кросса посредством скобы и винтов центрального силового элемента;
- удаление с силового элемента излишков изоляции;
- размещение на пигтейлах термоусадочных гильз.
Операции с оптоволокном
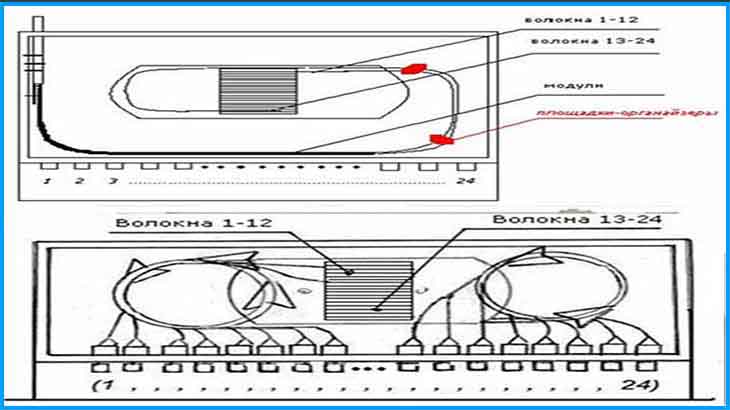
Предварительно cтриппером надрезается изоляция кабельных модулей на отрезке 800-1000 мм, что соответствует примерно двум виткам оптоволокон по периметру сплайс-кассеты.
- c кабельных модулей снимается изоляция и с помощью салфетки удаляется гидрофобный материал со световодов, которые затем обезжириваются спиртом;
- модули кабеля маркируются, начиная обычно с модуля красного цвета, за которым по часовой стрелке следует желтый модуль и далее – бесцветные;
- пронумерованные пигтейлы свариваются с соответствующими жилами световодного кабеля и запекаются КДЗС;
- запасы оптоволокон с термоусадочными гильзами размещаются в сплайс-кассете, но без наличия восьмерок и закрываются крышкой;
- при укладке следить, чтобы радиус изгиба световодов и пигтейлов не превышал 30 мм;
- в соответствии с маркировкой пигтейлы закрепляются в адаптерах, заглушенных с другой стороны во избежание проникновения пыли и мусора;
- для окончательного контроля оптоволокна согласно схемы просвечиваются.
На заключительном этапе смонтированный оптический коммутатор устанавливается в 19-дюймовую стойку. Его панель закрепляется 4 винтами М6, но они не входят в комплект поставки. Оставшийся запас оптоволоконного кабеля аккуратно укладывается в стойке на свободное место и тоже закрепляется.
Заключение
Таким образом, волоконно-оптические линии связи — ВОЛС относятся к продвинутой технологии, которая все чаще во многих сферах заменяет традиционную. Оптический коммутатор и другое оборудование в процессе монтажа требуют сварки оптических волокон, которая не является процедурой для избранных, но требует опыта и внимательного подхода к соблюдению предъявляемых требований.
Несмотря на то, что оптический кросс пассивный элемент распределительной сети, он является одной из важных составных частей. Основа его монтажа напрямую связана с безукоризненной сваркой оптоволокон, от качества которой зависит успешное функционирование распределительной сети.
P.S. Поделителсь статьей и оставьте комментарий, чтобы показать свою поддержку автору статьи!
Cм. также